 EN
EN
 FR
FR PT
PT ES
ES AR
AR RU
RU CS
CS DA
DA NL
NL FI
FI DE
DE EL
EL IT
IT JA
JA KO
KO PL
PL NO
NO RO
RO SV
SV TL
TL IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF IS
IS MK
MK UR
UR BN
BN KA
KA

Darbinieki inovatori, risinājot problēmas un radot ražošanai
Visticamāk, trīsslotu slēgšanas un spiešanas iekārtas biežajiem kundzību gadījumiem pieder ilgākais vienas smējas apstāšanās laiks 193 minūtes, kas liecināja, ka cilindra galvenes uzceltā līnija nevar nodrošināt stabili galvenā līnijas ražošanu, un pastāv risks jebkurā brīdī apturēt līniju.
Čungķinga filiāles motora montāžas darbinieku vankšņa trīsslotu speciālā grupa tūlīt izstrādāja vērsto risinājumu, apkopojot materiālus, iekārtas, tehnoloģijas un citus faktorus secīgi, kopumā atklājot 7 problēmu veidus, piemēram, vērtības sēdekļa nav piesūkt, ņēmējs nav atgriezies, senzors to neuzskata utt.


Kamēr plānoja darbības pārtraukumu uzturēšanai un organizēja komandu, lai novērtētu pasākumu ieviešanas iespējamību, Pioneer Desk arī ātri pārslēdza galveno līniju, lai pielāgotu ražošanas modeli, un uzstādīja pagaidu montāžas līnijas „12+12“ ražošanas režīmu, izveidojot cilindra galvenes kešu, lai nodrošinātu, ka neietekmējas veselā motoru ražošanas grafika.
Beidzot, komanda atjaunoja iekārtu stabilitāti, aizvietojot sēdekļa galvenes slēdzes, tīrainot atgūšanas mandrelis un veikdama citus atbilstošus pasākumus.
Kopš N15A FR dzinējam tika ieviesta dubultmasas lidoņa, OP2320 lidoņas sasvīrēšanas automātizētajā iekārtā uz montāžlīnijas FTQ sasvīrēšanas procesā bija lielas svārstības, kas ietekmēja ražošanas efektivitāti. Reaģejot uz neatbilstošajiem datiem, kuras tika saglabāti, pirmā stacijas analizēja sasvīrēšanas procesu un foto pozicionēšanas parametrus, un galu galā noteica, ka pirms sasvīrēšanas foto pozicionēšanas iekārtā kamera noteica bultu novietojuma nobīdi, kas izraisīja sasvīrēšanas asi savienojuma novirzi.


Kad kolēģi no apkalpes atkārtoti apmācīja attēla veidni, Nr. Desk dalas locekļi veica ideju ģenerēšanu, ierosinot paplašināt fotoaparāta atpazīšanas diapazonu, pielāgojot programmu no 1 līdz 2 bultu atpazīšanai un palielinot izklaidi salīdzinājumā ar iepriekšējo bāzi. Pēc paplašināšanas fotoaparāts var ātri atrast salīdzināšanas punktu lokalizācijai, augstāka izklaides vērtība ļauj veikt fotogrāfēšanu atpazīšanas nolūkos, un iekārtas FTQ ir stabili pieauga no 96,6% līdz 99,2%.
Kā atbilde uz montāžas līnijas OP2090 kolaboratīvā robota cikla, kas saistīts ar spuldzes segas apvijas ķēdēšanu, tika izveidots palīglīdzeklis ar ceļu pozicionēšanu, jo hexagoniskajiem bultiem bija grūtības ar pielāgošanu un trūka precizitātes, kas rezultēja zemā FTQ. Komanda, izmantojot neatkarīgu inovāciju, dizejā un procesā radīja ceļu pozicionēšanas palīglīdzekli, izmantojot “cilvēka-datora” interakciju, lai veicinātu kolaboratīvo pozicionēšanu, optimizējot ķēdēšanas kontroles loģiku, lai bloķētu neskaidras pozīcijas un ļautu datu kopšanu. Pēc daudzu optimizācijas pasākumu īstenošanas komanda veiksmīgi paaugstināja ķēdēšanas kvalifikācijas līmeni no 88% līdz 99%, efektīvi samazinot pārstrādes skaitu līdz 2 vienībām par smēnu.

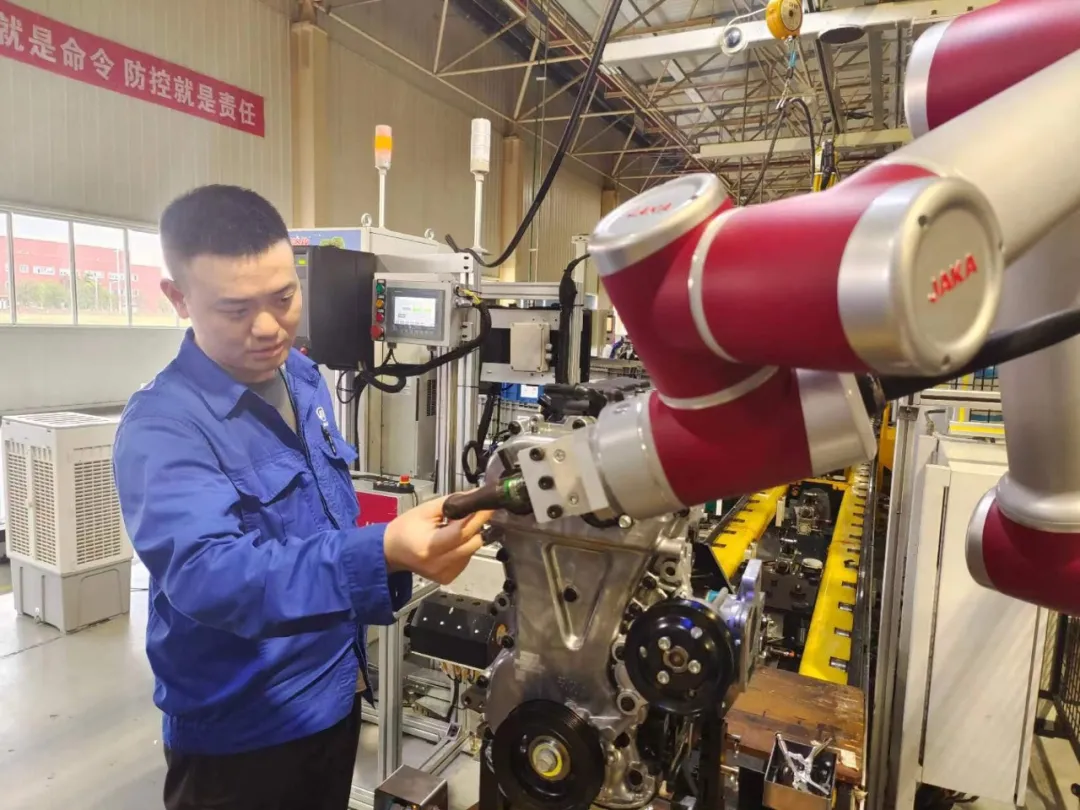
Montāžas darbinieku vankšņa stacijā tiek aktīvi veicināti ciparu darbnības izveidošanas pasākumi, un esošajā intelektuālajā, intelektuālajā ražošanas un operatīvajā sistēmā tiek sasniegti jauni panākumi, parādot drosmi inovēt, būt pārliecinātiem un turpināt uzvaroši pārvarot grūtības.

Vēlākā laikā, 18 dienu laikā, No. Desk dalībnieks Jun Zhang pabeidza programmas rakstīšanu un dati sagatavošanu, un inteliģenti uzlaboja VCM pārrakstīšanas K-vērtības ieteikuma funkciju, pārejot uz automatisētu K-vērtības optimizācijas sistēmu ar vairāk nekā 20 praktiskiem funkcijām, piemēram, nederīgo motora vārtu atstarojošo datu automātisko savienojumu, partiju salīdzināšanu un analīzi, un K-vērtības ieteikuma optimizāciju, lai samazinātu pārrakstīšanas svara ražošanas līnijā un palielinātu pārrakstīšanas precizitāti un izsekojamību.
Atbildot ražošanas sistēmas aicinājumam samazināt izmaksas un paaugstināt efektivitāti, motora montāžas darbnīca un ME sadarbība, veicot horizontālas un vertikālas salīdzinājumus ar nepārtrauktu vietnes dziļu izpēti, var optimizēt darbvietas. Integrujot vietējos sadarbības robotus, dažādu motoru modeli manuālos darbnīcas stacijos apkopojot un automatizācijas pārveidojumos elastīgi kombinējot, ir sasniegts vienas smējas darba optimizācija par 2, izmaksu ietaupījums 480 000 jūanu, kas radīja stingru pamatu uzlabotai ražošanas sistēmai un intelektuālās ražošanas fabrikai.
Vairāk nekā desmit gadu slava, uz priekšu jaunajā epohā! Star Power Factory Montāžas strādnieki pionieri kopā strādā, nebeidzami dziļinot praksi, inovatīvi veidojot un radot, sviedros palīdzot uzņēmumam sasniegt ražošanas mērķus, atmaksa uzņēmumam ar praktiskiem darbiem.