 EN
EN
 FR
FR PT
PT ES
ES AR
AR RU
RU CS
CS DA
DA NL
NL FI
FI DE
DE EL
EL IT
IT JA
JA KO
KO PL
PL NO
NO RO
RO SV
SV TL
TL IW
IW ID
ID LV
LV LT
LT SR
SR SK
SK SL
SL UK
UK SQ
SQ ET
ET HU
HU TH
TH TR
TR FA
FA AF
AF IS
IS MK
MK UR
UR BN
BN KA
KA

ข่าวสาร
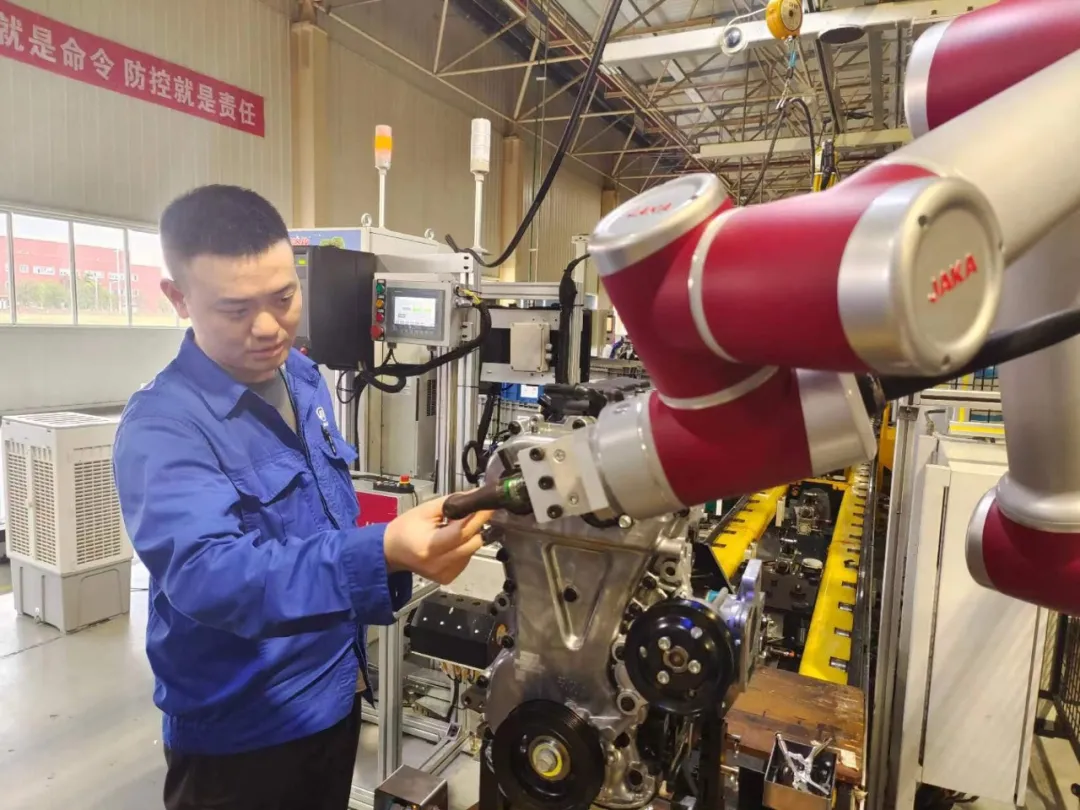
คนงานผู้นำแก้ไขปัญหา สร้างสรรค์นวัตกรรมเพื่อการผลิต
เนื่องจากความถี่ของความล้มเหลวสูงของอุปกรณ์กดและล็อกแบบสามช่อง ทำให้เวลาหยุดทำงานยาวนานที่สุดในกะเดียวอยู่ที่ 193 นาที ส่งผลให้สายการผลิตชิ้นส่วนฝากระบอกสูบไม่สามารถมีเสถียรภาพเพียงพอสำหรับการผลิตหลัก และมีความเสี่ยงที่จะหยุดสายการผลิตได้ตลอดเวลา
กลุ่มผู้นำคนงานประกอบเครื่องยนต์ของโรงงานเอนจิ้นสาขาฉงชิ่ง หน่วยงานเฉพาะทางสามช่อง ได้ดำเนินการแก้ไขเป้าหมายทันที โดยพิจารณาปัจจัยด้านวัสดุ อุปกรณ์ เทคโนโลยี และอื่น ๆ อย่างเป็นระบบ พบปัญหาสะสมทั้งหมด 7 ประเภท เช่น วาล์วที่ไม่ถูกดูดขึ้นมา กระบอกสูบที่ใช้ในการวางไม่กลับมาที่เดิม เซนเซอร์ไม่สามารถตรวจจับได้ เป็นต้น


ในขณะที่เรียกร้องเวลาหยุดทำงานเพื่อการบำรุงรักษาและจัดระเบียบทีมเพื่อประเมินความเป็นไปได้ในการนำข้อเสนอมาใช้ โต๊ะปฏิบัติการ Pioneer ก็ได้ปรับสายการผลิตหลักอย่างรวดเร็ว และสายการประกอบย่อยถูกปรับชั่วคราวเป็นโหมดการผลิต "12+12" เพื่อสร้างคลังเก็บหัวกระบอกสูบ ซึ่งจะช่วยให้มั่นใจว่าตารางการผลิตของเครื่องยนต์โดยรวมจะไม่ได้รับผลกระทบ
ในที่สุด ทีมก็สามารถฟื้นฟูเสถียรภาพของอุปกรณ์โดยการเปลี่ยนซีลหัวนั่งทำความสะอาดแกนรีไซเคิลและมาตรการที่เกี่ยวข้องอื่นๆ
ตั้งแต่ที่เครื่องยนต์ N15A FR เปลี่ยนมาใช้ดิสก์คลัตช์แบบ dua mass ทำให้ค่า FTQ ของอุปกรณ์ขันอัตโนมัติสำหรับการขันดิสก์คลัตช์ OP2320 ในสายการผลิตมีความผันผวนอย่างมาก ส่งผลกระทบต่อประสิทธิภาพการผลิต เมื่อมีการรวบรวมข้อมูลที่ไม่ผ่านเกณฑ์ สถานีที่ 1 ได้วิเคราะห์กระบวนการขันและพารามิเตอร์การจัดตำแหน่งจากภาพ และพบว่าก่อนการขัน อุปกรณ์การจับภาพมีการเบี่ยงเบนของระยะสกรูที่กล้องตรวจจับได้ ส่งผลให้แกนขันไม่ตรงตามที่กำหนด


เมื่อเพื่อนร่วมงานด้านการบำรุงรักษาได้ฝึกอบรมเทมเพลตภาพใหม่ สมาชิกของทีม No. Desk ได้ทำการระดมความคิดเพื่อพัฒนาแนวคิดและเสนอให้ขยายช่วงการจดจำของกล้อง โดยปรับโปรแกรมจากเดิมที่สามารถจดจำได้ 1 ถึง 2 หัวเกลียว และเพิ่มค่าความสว่างบนพื้นฐานเดิม เมื่อขยายแล้ว กล้องสามารถค้นหาจุดเปรียบเทียบสำหรับการระบุตำแหน่งได้อย่างรวดเร็ว ค่าความสว่างที่สูงขึ้นช่วยให้การถ่ายภาพเพื่อการจดจำทำได้ง่ายขึ้น และค่า FTQ ของเครื่องจักรก็ได้เพิ่มขึ้นอย่างต่อเนื่องจาก 96.6% เป็น 99.2%
ในความพยายามแก้ไขปัญหาเกี่ยวกับอุปกรณ์หุ่นยนต์ร่วมงาน OP2090 ที่ใช้ในการขันฝาครอบ线圈จุดระเบิดบนสายการผลิต ซึ่งเกิดจากความยากลำบากในการจัดแนวของลูกบoltหกเหลี่ยม และขาดความแม่นยำจนทำให้อัตรา FTQ ต่ำ ทีมงานได้ทำการออกแบบและประมวลผลชิ้นส่วนช่วยในการจัดตำแหน่งผ่านนวัตกรรมของตนเอง โดยใช้ "การโต้ตอบระหว่างมนุษย์และเครื่องจักร" เพื่อดึงตำแหน่งร่วมกัน ปรับปรุงตรรกะการควบคุมการขันเพื่อล็อกตำแหน่งที่ไม่ผ่านเกณฑ์ เพื่อให้สะดวกต่อการรวบรวมข้อมูล และมาตรการปรับปรุงอื่น ๆ ผ่านการดำเนินการปรับปรุงหลายประการ ทีมงานประสบความสำเร็จในการเพิ่มอัตราการขันที่ผ่านเกณฑ์จาก 88% เป็น 99% และลดจำนวนงานซ่อมแซมลงอย่างมีประสิทธิภาพเหลือ 2 หน่วยต่อรอบเวร

สถานีผู้นำแรงงานการประกอบชิ้นส่วนได้ผลักดันการสร้างโรงงานดิจิทัลอย่างกระตือรือร้น พยายามพัฒนาระบบการผลิตและการดำเนินงานอัจฉริยะที่มีอยู่ กล้าที่จะนวัตกรรม มีความมั่นใจ และเอาชนะความยากลำบากอย่างต่อเนื่อง

ภายในระยะเวลาอันสั้นเพียง 18 วัน สมาชิกทีม No. Desk จูน เจิ้ง ได้ทำการเขียนโปรแกรมและรวบรวมข้อมูลเสร็จสิ้น และได้อัปเกรดฟังก์ชันการแนะนำค่า K สำหรับกระบวนการปรับปรุง VCM อย่างชาญฉลาด เพื่อให้เกิดระบบการปรับแต่งค่า K อัตโนมัติที่มีฟังก์ชันมากกว่า 20 ฟังก์ชัน เช่น การรวบรวมข้อมูลที่ไม่ผ่านเกณฑ์ของช่องว่างวาล์วเครื่องยนต์โดยอัตโนมัติ การเปรียบเทียบและวิเคราะห์แบบกลุ่ม และการปรับแต่งการแนะนำค่า K เพื่อลดความกดดันในการแก้ไขซ้ำในสายการผลิต และเพิ่มอัตราความถูกต้องและความสามารถในการติดตามของการแก้ไขซ้ำ
ในความตอบสนองต่อการเรียกร้องของระบบการผลิตให้ลดต้นทุนและเพิ่มประสิทธิภาพ โรงงานประกอบเครื่องยนต์และการร่วมมือกับ ME โดยการเปรียบเทียบในแนวนอนและแนวตั้งของการขุดลึกอย่างต่อเนื่องของสถานที่สามารถปรับปรุงสถานีทำงานได้ ผ่านการนำหุ่นยนต์ร่วมงานภายในประเทศมาใช้ การทำงานด้านการขันน็อตแบบกระจัดกระจายในสถานีทำงานด้วยมือสำหรับเครื่องยนต์แต่ละรุ่น หลังจากการรวมตัวแบบยืดหยุ่นของการเปลี่ยนแปลงอัตโนมัติ สามารถทำให้การทำงานในกะเดียวได้รับการปรับปรุง 2 ตำแหน่ง และประหยัดค่าใช้จ่าย 480,000 หยวน สร้างรากฐานที่มั่นคงสำหรับโรงงานอัจฉริยะในการสร้างโครงสร้างของระบบการผลิตขั้นสูง
กว่าสิบปีแห่งความเจิดจรัส เข้าสู่ยุคใหม่! ช่างประกอบโรงงานพลังดาว กำลังร่วมมือกัน พัฒนาการปฏิบัติอย่างต่อเนื่อง สร้างสรรค์นวัตกรรม ออกแรงเหงื่อเพื่อช่วยให้บริษัทบรรลุเป้าหมายการผลิต และตอบแทนบริษัทด้วยการกระทำจริง